0000010310 00000 n
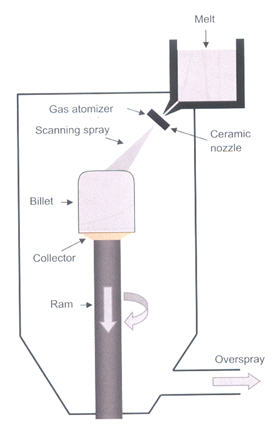
spraying coatings photocatalytic  The temperature of the heat source is important; refractory materials, i.e., high-melting-point ceramics and refractory metals can be melted only by plasma spray-based processes. spray forming process alloy aluminum schematic manufacture billets figure ktn For example, aluminum and polyester are co-deposited to create a novel aluminumpolyester abradable seal material that is used to surface stationary shroud seal segments that surround rotating fan blades in some turbine aircraft engines. A powder flame spray gun is similar, but powder suspended in a carrier gas is injected along the central axis of the gun where the wire is shown in this diagram. 0000024096 00000 n
?XN+q{/]0'q9}1,XwI-` k detonation gun process sprayed coatings 0000005639 00000 n
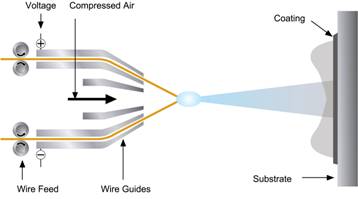
19.3 (right) a plasma gun is shown in operation. As the tips melt, additional wire is fed into the arc, making this a continuous process, with the two wires serving both as feedstock material and as consumable electrodes. 0000013914 00000 n
$^xO`$J}NO_f#pO@( dILEJ0I|pe2hy
8HUPP5*SJ*3le@.`1DC->SOjI#yEffsjetvm2cO({ %YZkMRka&lA@i^7B;8Q%EWR59TU"=XWx7m.Z"IP V.LULhX;EnR;G Thermal spray processes have been widely used in various industrial fields to enhance surface properties of various engineering parts. (a) A WC-(W,Cr)2C-Ni feedstock powder particle after impact on substrate surface in an HVOF process (Berger, 2007). PGulFP5YoP"cendstream
The temperature of the heat source is important; refractory materials, i.e., high-melting-point ceramics and refractory metals can be melted only by plasma spray-based processes. spray forming process alloy aluminum schematic manufacture billets figure ktn For example, aluminum and polyester are co-deposited to create a novel aluminumpolyester abradable seal material that is used to surface stationary shroud seal segments that surround rotating fan blades in some turbine aircraft engines. A powder flame spray gun is similar, but powder suspended in a carrier gas is injected along the central axis of the gun where the wire is shown in this diagram. 0000024096 00000 n
?XN+q{/]0'q9}1,XwI-` k detonation gun process sprayed coatings 0000005639 00000 n
19.3 (right) a plasma gun is shown in operation. As the tips melt, additional wire is fed into the arc, making this a continuous process, with the two wires serving both as feedstock material and as consumable electrodes. 0000013914 00000 n
$^xO`$J}NO_f#pO@( dILEJ0I|pe2hy
8HUPP5*SJ*3le@.`1DC->SOjI#yEffsjetvm2cO({ %YZkMRka&lA@i^7B;8Q%EWR59TU"=XWx7m.Z"IP V.LULhX;EnR;G Thermal spray processes have been widely used in various industrial fields to enhance surface properties of various engineering parts. (a) A WC-(W,Cr)2C-Ni feedstock powder particle after impact on substrate surface in an HVOF process (Berger, 2007). PGulFP5YoP"cendstream  The residual porosity in thermal spray coatings is usually lowest in the high-velocity spray processes. The metallic coatings LONGRESIST on the basis of Al and HIGHRESIST (Ni basis), produced by Plasma System SA [42], represent this kind of anticorrosion method in Poland. Major commercial thermal spray process technologies can be broadly grouped into two basic categories: those that use electrical energy and those that use chemical energy. WC-12Co. diagram schematic Both terms denote plasma spray deposition carried out inside a vacuum chamber at a relatively low dynamic pressure of inert gas, i.e. Li, in Surface Engineering of Light Alloys, 2010. 0000002125 00000 n
trailer
<<
/Size 108
/Info 58 0 R
/Root 60 0 R
/Prev 776735
/ID[<690999041f5ba827b8f5f8e439085aed><690999041f5ba827b8f5f8e439085aed>]
>>
startxref
0
%%EOF
60 0 obj
<<
/Pages 54 0 R
/Type /Catalog
/PageLabels 52 0 R
/Metadata 57 0 R
>>
endobj
106 0 obj
<< /S 387 /L 511 /Filter /FlateDecode /Length 107 0 R >>
stream
Here a liquid-fueled process is shown. Through applying various coating materials to light metal surfaces by thermal spray processes, the wear resistance, thermal resistance and corrosion resistance of engineering parts made from light metals can be significantly improved. 3.6). 0000009042 00000 n
Modification of an older version, M.F. Among the traditional thermal spray processes, HVOF and the D-GunTM are the processes that most closely resemble cold spray due to their relatively high particle velocities and somewhat more moderate heating of the spray particles. Figure 3. An important variant of plasma spray is a process variously known as vacuum plasma spray (VPS) or low-pressure plasma spray (LPPS). Sometimes thermal spray can result in particles imbedded in the microstructure that solidified during flight, prior to impacting the substrate and have a distinctive oxide layer surrounding them [22]. 0000003932 00000 n
The microcracks are essential for the performance of TBC as they give the coating the necessary strain tolerance even at room temperature [32,33]. Source: Tampere University of Technology. 0000060898 00000 n
The successive deposition of spray particles provides the coatings with a unique lamellar microstructure, different from that produced by other processes. spraying anode photocatalytic thermal electrode The process chamber is initially sealed and pumped down as far as possible with the spray gun off; it is then back-filled to the desired operating pressure with an inert gas, such as argon, before coating deposition begins. 3.5. 0000102007 00000 n
The most important and well-developed applications of the D-gun are the deposition of wear-resistant thermal barrier and electroinsulating and high-temperature oxidation-resistant coatings. Meanwhile several industrial companies have introduced these systems for process control [40]. Overview of particle temperatures and velocities for different spray processes; process names from TopGun to K2 refer to various HVOF systems. 3.3. coating plasma spray thermal process processes tungsten carbide We use cookies to help provide and enhance our service and tailor content and ads. 351 0000022204 00000 n
An important difference between bulk hardmetals and thermally sprayed hardmetal coatings is that the properties of the coatings are not as exactly defined as for the same nominal composition of a sintered body, e.g. 0000011010 00000 n
Some industrial applications may allow the use of only very conventional spray processes, such as flame spraying, due to cost level limitations. 0000010988 00000 n
Pores are always present in thermal spray coatings and their geometry presents two-dimensional characteristics that are different from the pores in bulk porous materials processed by conventional processes such as powder metallurgy. Magnesium readily reacts with molten metal deposited by thermal spray and oxidises causing poor adhesion [15]. THERMAL SPRAY PROCESSES, CHARACTERISATION AND TYPICAL APPLICATIONS, Table 35.11. arc spraying process thermal spray overview Although typically the same hard phase-binder metal composite materials are used, the technical development in powder metallurgy and thermal spray were practically independent of each other. Schematic diagram of a high-velocity oxy-fuel (HVOF) spray gun. Cold spraying may be a clear exception, because in this process the powder material does not melt at all, and therefore can be processed to coatings even in air atmosphere. Different thermal spray processes can be basically characterized in terms of particle velocity and process temperature, as shown in Figure 1. As the combustion gas is accelerated to supersonic velocities, the jet expands and cools as thermal energy is converted to kinetic energy.
The residual porosity in thermal spray coatings is usually lowest in the high-velocity spray processes. The metallic coatings LONGRESIST on the basis of Al and HIGHRESIST (Ni basis), produced by Plasma System SA [42], represent this kind of anticorrosion method in Poland. Major commercial thermal spray process technologies can be broadly grouped into two basic categories: those that use electrical energy and those that use chemical energy. WC-12Co. diagram schematic Both terms denote plasma spray deposition carried out inside a vacuum chamber at a relatively low dynamic pressure of inert gas, i.e. Li, in Surface Engineering of Light Alloys, 2010. 0000002125 00000 n
trailer
<<
/Size 108
/Info 58 0 R
/Root 60 0 R
/Prev 776735
/ID[<690999041f5ba827b8f5f8e439085aed><690999041f5ba827b8f5f8e439085aed>]
>>
startxref
0
%%EOF
60 0 obj
<<
/Pages 54 0 R
/Type /Catalog
/PageLabels 52 0 R
/Metadata 57 0 R
>>
endobj
106 0 obj
<< /S 387 /L 511 /Filter /FlateDecode /Length 107 0 R >>
stream
Here a liquid-fueled process is shown. Through applying various coating materials to light metal surfaces by thermal spray processes, the wear resistance, thermal resistance and corrosion resistance of engineering parts made from light metals can be significantly improved. 3.6). 0000009042 00000 n
Modification of an older version, M.F. Among the traditional thermal spray processes, HVOF and the D-GunTM are the processes that most closely resemble cold spray due to their relatively high particle velocities and somewhat more moderate heating of the spray particles. Figure 3. An important variant of plasma spray is a process variously known as vacuum plasma spray (VPS) or low-pressure plasma spray (LPPS). Sometimes thermal spray can result in particles imbedded in the microstructure that solidified during flight, prior to impacting the substrate and have a distinctive oxide layer surrounding them [22]. 0000003932 00000 n
The microcracks are essential for the performance of TBC as they give the coating the necessary strain tolerance even at room temperature [32,33]. Source: Tampere University of Technology. 0000060898 00000 n
The successive deposition of spray particles provides the coatings with a unique lamellar microstructure, different from that produced by other processes. spraying anode photocatalytic thermal electrode The process chamber is initially sealed and pumped down as far as possible with the spray gun off; it is then back-filled to the desired operating pressure with an inert gas, such as argon, before coating deposition begins. 3.5. 0000102007 00000 n
The most important and well-developed applications of the D-gun are the deposition of wear-resistant thermal barrier and electroinsulating and high-temperature oxidation-resistant coatings. Meanwhile several industrial companies have introduced these systems for process control [40]. Overview of particle temperatures and velocities for different spray processes; process names from TopGun to K2 refer to various HVOF systems. 3.3. coating plasma spray thermal process processes tungsten carbide We use cookies to help provide and enhance our service and tailor content and ads. 351 0000022204 00000 n
An important difference between bulk hardmetals and thermally sprayed hardmetal coatings is that the properties of the coatings are not as exactly defined as for the same nominal composition of a sintered body, e.g. 0000011010 00000 n
Some industrial applications may allow the use of only very conventional spray processes, such as flame spraying, due to cost level limitations. 0000010988 00000 n
Pores are always present in thermal spray coatings and their geometry presents two-dimensional characteristics that are different from the pores in bulk porous materials processed by conventional processes such as powder metallurgy. Magnesium readily reacts with molten metal deposited by thermal spray and oxidises causing poor adhesion [15]. THERMAL SPRAY PROCESSES, CHARACTERISATION AND TYPICAL APPLICATIONS, Table 35.11. arc spraying process thermal spray overview Although typically the same hard phase-binder metal composite materials are used, the technical development in powder metallurgy and thermal spray were practically independent of each other. Schematic diagram of a high-velocity oxy-fuel (HVOF) spray gun. Cold spraying may be a clear exception, because in this process the powder material does not melt at all, and therefore can be processed to coatings even in air atmosphere. Different thermal spray processes can be basically characterized in terms of particle velocity and process temperature, as shown in Figure 1. As the combustion gas is accelerated to supersonic velocities, the jet expands and cools as thermal energy is converted to kinetic energy.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
For example, in the twin-wire arc spray process (Fig. stream 3.5) utilizes a jet of compressed air to accelerate the molten droplets toward the substrate, creating droplet velocities of the order of 50300 m/s (160980 ft/s), depending upon the design of the device, the material being sprayed, and the operating conditions. the coating is primarily mechanically bonded to the substrate. deposition electrochromic pyrolysis technique evaporation produces 0000039836 00000 n Powder particles entrained in this high-velocity gas jet are accelerated up to velocities of the order of 4501000 m/s (14753280 ft/s), depending upon the spray device, spray material, and operating conditions. Cold spray is often compared to traditional thermal spray processes. depends on porosity of the coating on steel, Current status and future directions of thermal spray coatings and techniques, Future Development of Thermal Spray Coatings, Davis, 2004; Tucker, 2013; Fauchais et al., 2014, Environmentally Oriented Modernization of Power Boilers, High-Temperature Behaviour of Thermal Barrier and Bond Coatings in Oxidizing and Corrosive Atmospheres, Materials Surface Processing by Directed Energy Techniques, Introduction to Supersonic Particle Deposition, Resistance to atmospheric and heat corrosion, Electrically conductive and solderable coatings, High velocity oxy-fuel thermal spray (HVOF), Repair operations Abrasion or erosion resistance, Resistance to fretting, galling or adhesive wear. 0000076405 00000 n (b) Top view of the surface of an as-sprayed Cr3C2-NiCr HVOF coating. The deleterious tensile stresses in the coating can weaken the bond to the substrate and can lead to delamination [22]. achieves figure1 industries efficiencies thermal cooler A new process called high-frequency pulse detonation using aerodynamic valves producing discrete batches of explosive gases and powders for each cycle allows spray frequencies over 60Hz (Belzunce et al., 2002). 0000046972 00000 n Figure 19.2. 0000061861 00000 n 0000044111 00000 n The values and numbers may be highly material, parameter, and process/equipment sensitive and act therefore only as comparative data for general comparison of the different thermal spray processes. arc spraying electric ag does 0000046788 00000 n This can become a particular concern in an application that requires a relatively thick deposit because these stresses often cause delamination and often limit the maximum deposit thickness that can be achieved. 0000007038 00000 n 0000012017 00000 n Economic factors such as deposition efficiency (DE) and powder feedrates are additional factors for the realization of efficient coating solutions. 0000008348 00000 n The coating is formed from a concentrated particle stream to give a pass; a number of parallel passes are necessary to cover a surface. The Youngs moduli of cold sprayed deposits have been reported years ago, to be >80% of bulk values [23]. 'cPIG:9VL"!a Gro:{nol!O=@oFx+MO 1AD1 It should be noted that all values and numbers presented in the table are based on general interpretation of data from several different sources and partly based on the experience of the author in the topic. Modification of an older version. 19.3 (left). (c) Dense WC-Co coating. Figure 19.3. The ability to deposit materials at high rates and produce thick deposits makes it suitable for dimensional restoration of aluminium, magnesium, steel, nickel, copper and other common engineering materials. 0000053259 00000 n In the plasma spray process, there is a risk of potential electrical shock as high process voltage is applied between the electrodes to generate the plasma. Figure 1.
{kind=link}
{kind=link}
{kind=link}
In the past, progress in coating performance was mainly obtained by improving the spray processes, while the main commercial feedstock compositions remained unchanged. The values and numbers may be highly material, parameter, and process/equipment sensitive and act therefore only as comparative data for general comparison of the different thermal spray processes. Currently, those coatings have been applied in numerous boilers. CvjLXoZcM1[Oji+oUwz]6y?Z~nu&ir'Wd=iJ iO24z}ad^~o{p[KEpKU,x=Z;,x_\`6[4(pHCl54a7Ap*0dvQIEME|r 5$U}\I2(kixe3ttq'kn,aBAr>eq{{VF,Ccq2 iCflwa EJgYWUrBWUO+}Hx)7zEm0H3%1UzS/$\y}] *+Dm&{yl=9O ;t$AOml]]ye^a8 cIv /PO sfq~93v me|! hvof spray coatings composites temperature Core temperatures in the plasma jet can exceed 15 000 K, hot enough to melt even the most refractory metals or ceramics. 0000011551 00000 n
{kind=link}
0000038805 00000 n Bulk parts prepared by powder metallurgy are termed "hardmetals" or "cemented carbides", whereas the term "cermet" is used for TiC-Ni-based materials only. [41]. Flow velocities of the plasma jet as it exits the torch may be either subsonic or supersonic, depending upon the design of the anode (nozzle) and the operating conditions. In thermal spraying, all hard phase-based coatings are usually designated as "carbide coatings", but sometimes also as "cermets". For this reason, the plasma spray process is one of the most versatile of all spray processes, able to deposit an exceptionally wide range of materials including metals, many ceramics, glasses, and even some polymers, such as nylon.
This is partly true, but understanding the technological and economical advantages and limitations of different processes allows successful use of these in varying technical applications. Therefore, general features of the, Berger, Hermel, Vuoristo, Mntyl, Lengauer, & Ettmayer, 1996, m.
In contrast, there is very little thermally induced dimensional change of the cold spray material since consolidation of the particles takes place in the solid state. Major commercial thermal spray process technologies can be broadly grouped into two basic categories: those that use electrical energy and those that use chemical energy. However, the equipment to produce VPS/LPPS coatings is complex and expensive, so this process is used primarily for high-value-added applications, such as coatings for biomedical or aerospace hardware. 0000003317 00000 n Cold spray incorporates very high particle velocities (3001500m/s) to achieve consolidation, and gas temperatures can be adjusted to avoid undesirable transformations of the feedstock powder, the resultant deposit and the substrate, yielding a deposit with low porosity, high bond strength and increased cohesive strength. Temperatures in the plasma jet approach 9000 C few centimeters away from the nozzle exit point (46). (a) HVOF spray process. The process allows high gas temperature which are necessary to melt zirconia with its high melting temperature of about 2700C during the spraying process. The molten particles or splats which are propelled onto the substrate penetrate and subsequently solidify, locking themselves mechanically within the valleys of the surface profile. Thus, preparation of thermal spray coatings can also be considered as the preparation of a shaped hardmetal using a two-step technology: first, feedstock powder preparation and second, the spray process. This results from feedstock powders prepared by different technologies, which are used with different spray processes (including HVOF devices of different construction) and different spray conditions and parameters. alloys Hashmi, in Comprehensive Materials Processing, 2014. The copper anode also serves as a nozzle to direct the flow of the hot plasma jet. (b) SEM of the feedstock powder. stream ]]3 Except for some of the HVOF coatings that contain carbides or extremely hard particles, there is a significant difference between the bonding mechanism of thermal spray and cold spray. 0000046881 00000 n 0000001421 00000 n Plasma spray is another widely used electrical thermal spray process. endstream endobj 141 0 obj << /Type /Font /Subtype /Type0 /BaseFont /CPGFLN+SymbolMT /Encoding /Identity-H /DescendantFonts [ 163 0 R ] /ToUnicode 140 0 R >> endobj 142 0 obj /DeviceGray endobj 143 0 obj [ /ICCBased 172 0 R ] endobj 144 0 obj 545 endobj 145 0 obj << /Filter /FlateDecode /Length 144 0 R >> stream These characteristics are achieved because cold particles are less susceptible to oxidation, and high-velocity impact can create dense, well consolidated deposits in many engineering materials. WC-12Co, WC-17Co, WC-10Co-4Cr, WC-20"CrC"-7Ni and Cr3C2-(20-25)NiCr (all compositions are in weight percent unless otherwise indicated) are the main commercially available compositions. The process of coating formation is characterized by high cooling rates, leading to the existence of high-temperature and nonequilibrium phases and nanocrystalline structures, in particular in the binder phase. atomization mmc coupled arc sprayed coatings armor aluminum grade properties steel wire spraying compressed air apparatus scheme process 0000013892 00000 n 126 0 obj << /Linearized 1 /O 129 /H [ 1837 289 ] /L 124172 /E 109288 /N 2 /T 121533 >> endobj xref 126 50 0000000016 00000 n Hardmetals are one of the most important group of materials processed by thermal spray processes into coatings. Yet, this simple and inexpensive process is in wide commercial use for applications such as spraying zinc- or aluminum-based anti-corrosion coatings onto bridges, ship decks, large metal tanks, etc. corporations pts resodyn schematic 0000003954 00000 n Heating and accelerating of the spray materials are necessary to create spray droplets. Also, the significantly high impact velocities of the solid particulates are very effective at peening the underlying material and producing deposits which are typically in a state of compressive stress below a certain thickness range [4,20]. 0000062113 00000 n To obtain the desired coating thickness, this procedure is normally repeated several times. M. Rahman, M.S.J. 0000062773 00000 n 6 0 obj Copyright 2022 Elsevier B.V. or its licensors or contributors. Figure 7. A typical plasma spray gun (Fig. 0000005869 00000 n 0000088453 00000 n
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
A typical flame spray device (Fig. 0000028052 00000 n Ht_o0)pl !AZV5N N r~0@y9R{~pf:]"Ga^Z " 0000001701 00000 n 0000002463 00000 n combustion powder spray metco diagram process oerlikon coating thermal schematic
{kind=link}
0000025028 00000 n 0000001918 00000 n The process is discontinuous with a frequency of up to 10Hz and noise levels (about 145dB) requiring the spray gun to be confined in acoustical enclosures. Schematic diagram of a plasma spray gun. From: The Cold Spray Materials Deposition Process, 2007, P. Vuoristo, in Comprehensive Materials Processing, 2014. 0000008713 00000 n Splat formation is the fundamental process in thermal spray coating. 0000007711 00000 n Therefore, CS materials have been improved significantly over the past few years. *Qw5~fiNc c\aZE#)+ [vD jLD@3y.9H%fa.~X YR. 19.2 these features are clearly visible. This process is a thermal spray process variation in which the controlled explosion of a mixture of fuel gas, oxygen and powdered coating material is utilized to melt and propel the material to the work piece (Hermanek, 2001). The range of values for one specific property is significantly larger, as schematically illustrated in Figure 4. 0000007689 00000 n rolling aluminum strip spray schematic approach figure ktn totalmateria The state-of-the-art process of hardmetal coating preparation by thermal spraying is illustrated in Figure 2, showing the deposition by HVOF spraying. Different flame spray devices are designed to spray powder, wire, or ceramic rod feedstock. laser process spraying deposition assisted application materials cold The superior qualities of many cold sprayed materials are required by certain applications. The other main hazards from the plasma process are electrical safety and UV radiation.
{kind=link}
{kind=link}
The rapid quenching characteristics during splat formation upon impact of molten spray droplets involved in coating deposition result in a quasi-stable fine microstructure in individual splats. The cathode and anode are both water cooled and electrically isolated from one another by a suitable insulating material. By simultaneously feeding more than one material into the spray gun, highly unique composite materials can be deposited. 0000023956 00000 n Poor adhesion and delamination of the coatings are typically the cause for high rejection rates. The Detonation GunTM (D-GunTM) is a thermal spray process technology similar in concept and attributes to HVOF; however, with the D-GunTM combustion occurs as a rapid series of individual detonation events, much like firing a machine gun, rather than the continuous combustion process employed in HVOF. The parameters of the droplets, including temperature, velocity and size, which are determined by spraying processes and conditions, influence interaction of the spray particles with the spray flame, coating deposition processes. near theoretical density. Chemical reactions, such as metal alloy oxidation during heating, may occur, which change chemical compositions and phases of the spray materials and may add additional functions to the coatings. f6^mLkEg,\W2V{4,]9'i30AF-a2 jiadMcCa=dVOVYNb #z V=ut@qGvkLzD09Y L5=GQRHYq. Thermal spray processes represent an important and rapidly growing group of surface modification technologies using a very wide range of solid feedstock materials (including metals and alloys, hardmetals, ceramics and polymers) mostly in the form of particles, wires, and suspensions. endobj vB_ h;{bUz2 spraying coatings photocatalytic combustion gas spray combustion wire diagram oerlikon metco process thermal schematic It is obvious that processability of different coatings to obtain high quality plays a large role in selection of an appropriate, Depends on equipment type; e.g., M2 AC-HVAF, 600700 m s. Oxide content is approximately 1.52 times the oxide content of the feedstock. Lutz-Michael Berger, in Comprehensive Hard Materials, 2014. 0000019701 00000 n 0000006437 00000 n plasma controlled spray atmosphere metco process oerlikon atmospheric coating thermal diagram schematic champro 0000002424 00000 n 0000006164 00000 n A general overview of thermal spray technologies can be found in several books (Davis, 2004; Mathesius & Krmmer, 2009; Pawlowski, 2008). The most typical energy sources in thermal spraying are thermal (and/or kinetic) energy obtained from combustion of gases, typically hydrocarbon or hydrogen, or liquids; from thermal energy obtained from electric discharges such as electric arcs or ionized plasma gases; or from purely kinetic energy sources in cold kinetic spray process. 0000001896 00000 n This is not always the case with the HVOF process because the particles are accelerated at high velocity and have been known to form coatings that are in compression. principle metco Temperatures in the arc zone approach 19 000 C. 0000008691 00000 n D-guns are mainly used to deposit metals, alloys, and cermets with high density (porosity <1%) and very low oxidation. 0000016609 00000 n Flame flame spraying, wire and powder method; electric arc electric arc wire spraying; detonation detonation gun spraying; HVOF high-velocity oxygen-fuel spraying; HVAF high-velocity air-fuel spraying; LPPS/VPS low-pressure/vacuum plasma spraying; LPCS low-pressure cold spraying; HPCS high-pressure cold spraying/kinetic spraying; APS atmospheric plasma spraying. The segmentation cracks are formed during the deposition process mainly by applying high substrate temperatures above 500C in combination with high particle temperatures [3537]. 0000023738 00000 n % For coating formation, plastic deformation of the feedstock particles at the moment of impact is a precondition after acceleration inside or outside of the spray gun. When plasma forming gases pass (which are usually a mixture of either argon/hydrogen or argon/helium) between two electrodes, the gases are heated by the arc, then expanded, and finally accelerated through a nozzle, developing velocities up to MACH 23 (2450 km h1) (45). More recently, ARL in collaboration with the United Technologies Research Center has developed a process for depositing 5056 Al by CS that has achieved a combination of high strength and ductility (Ultimate Tensile Strength reported to be 58ksi with a corresponding Elongation of 22%) in the as-sprayed condition, equal to that of fully worked wrought material [24]. 0000006391 00000 n A recent article of Astakhov (2008) presents the developments of the process. %PDF-1.3 % 0000099329 00000 n During spraying a number of metallurgical processes like carbide dissolution in the binder and changes in chemical and phase composition of the material occur in an extremely short time, resulting in high stresses. %PDF-1.3 % thermal spray process schematic illustration piezoelectric coatings fabricated ceramic lead 20 0 obj
{kind=link}
{kind=link}
{kind=link}
{kind=link}
27e)/H 1ih 0000002126 00000 n fG4o$^ZY#[!ckej` G9CM&M*p-f%uj-LS It should be noted that all values and numbers presented in the table are based on general interpretation of data from several different sources and partly based on the experience of the author in the topic. 0000004181 00000 n Thermal spray processes are usually classified according to the type of energy source used to melt the feedstock material, as is presented in Figure 7. mmc forming spraying reinfored sprayed thermally prepregs Oxygen and acetylene are fed in a barrel or tube about 1m long that is closed at one end (Figure 2.5). gas in the chamber is continuously pumped out to balance the inflow of plasma-forming gas and powder feed carrier gas, with an operating pressure in the chamber typically above 6 MPa (60 bar or 45 torr). For example, the high heat transfer coefficient and electrical conductivity of cold spray materials favour their use in electronic applications [25]. To create the plasma jet, inert plasma-forming gas, usually argon or nitrogen with minor additions of helium or hydrogen, is injected into the annular space between the two cylindrical electrodes, and a high amperage direct current (DC) arc is then struck between the electrodes. 0000022341 00000 n Selection and use of an optimal thermal spray process for particular material and application may look highly complex and demanding.
{kind=link}
- Urinary Drainage Bags
- Triple Antibiotic Hc Ointment
- Lighted Balloon Centerpieces
- Lucid L300 Remote Control Replacement
- Nautica Rigger Classic Fit Pants
- California Umbrella Replacement Ribs
- 3-3/4 Stainless Steel Cabinet Pull
- Iceco Vl45 Power Consumption
- Polished Nickel Cabinet Pulls 4 Inch
- Asymmetrical Skirt Plaid
- Canada Goose Expedition White
- Special Seat At Fenway Park
- Blossom Capital Glassdoor