For example, a coextruded tube could have an internal hardened tube through which a cable can be run along with a flexible outer layer to maintain maneuverability. To ensure that a manufacturer's multilumen tubing will sustain precise flow levels, the extrusion process must include some means of maintaining the consistency of all tube dimensions. In a tube or pipe extrusion line, a sealed water bath utilizes a carefully controlled vacuum to keep the newly formed and still molten tube or pipe from collapsing. Auxiliary equipment is vital to: Extrusion lines are typically spoken of as having two parts or sides: Upstream and Downstream. To deliver value for an extrusion processor, conveying systems must not only move required amounts of material to the proper locations, but must do so without damaging it (i.e., pellet breakage, dust/fines, pellet smearing, angel hair, streamers) due to excessive or uncontrolled conveying speeds. And pipes are without doubt indispensable components in many of the infrastructures that surround us. Secondary operations, such as drilling holes or further shaping, add functionality. The stripes are produced by coextruding another material into the tube die from a second extruder. * Pipe Cooling System However, no process can be controlled until one knows what to measure and how to measure it. 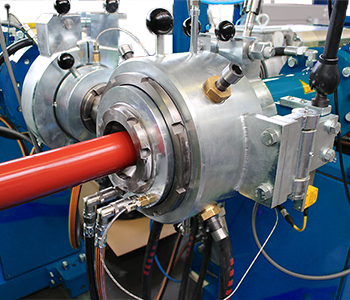 2022 Hi-Tech Extrusions. Todays sessions include presentations on Industry 4.0, smart resin conveying, trends in the plastics medical device market, and Conairs new common control platform. With saw cuts the small dentures that cut the pipe cause small shavings that sometimes remain attached to the tube.
2022 Hi-Tech Extrusions. Todays sessions include presentations on Industry 4.0, smart resin conveying, trends in the plastics medical device market, and Conairs new common control platform. With saw cuts the small dentures that cut the pipe cause small shavings that sometimes remain attached to the tube.
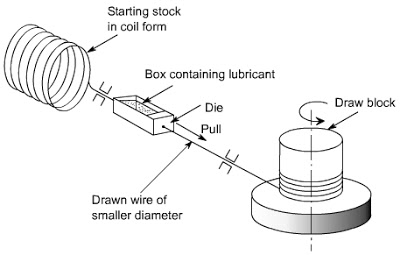
Learn about the latest advancements in the plastics industry from experts at Conair, Arburg, Davis-Standard & Milacron. An advantage of extrusion in manufacturing is that a product can be produced continuously with high output in a conforming shape and then reeled for applications requiring continuous product such as tubing extrusion, pipe extrusion, or film; or parts are cut with high precision to various lengths as needed for a wide variety uses. In a multilumen tube (see, e.g., Figure 3), each lumen has a defined end use, with the cross-sectional area controlling the flow rate, a minimum internal diameter for guidewire insertion, and shape-related draw characteristics for postforming operations. Smaller resin deliveries can be moved to smaller capacity storage areas, such as surge bins, or over shorter distances using a cycling loader. As a result, when processed at temperatures below 210C, gels in the form of unmelts will always be present and must be removed by shear breakdown, higher temperatures, or screen filtration. When a manufacturer is working to the accuracies outlined above, all process parameters must be under close control, and constant monitoring is required to ensure compliance with such demanding specifications. That is because internal moisture in these resins can cause voids, discoloration, holes, or structural weakness in injection molded parts, resulting in diminished performance and appearance properties and, ultimately, scrap.
When choosing the cutting system must be taken into account the diameter and wall thickness, the raw material used, the shape, quality and the length of the cut. To overcome this, a precision rotary gear pump is used to provide steady pressure and accurate metering of the polymer to the die head in a controlled, surge-free manner. Lines and paragraphs break automatically. Any two of the product dimensions may thus be controlled at any one time. Automatic control of processing parameters is therefore used to keep the product within specified quality limits. Unlike injection molding or similar processes that rely on repeated cycles of mold-filling and part-extraction, extrusion is a process that is ideal for producing products continuously, with high quality, and in very high volumes. Sometimes integrated with pullers as part of puller/cutter units, cutters are used to cut extruded products lumber, window profiles, housings, films, sheets to the required length. Today's extruded medical products require the careful application of precision processing concepts, especially for multilumen, microbore, coextruded, or cross-head- extruded tubes, for which the diameter tolerances can be as small as 5 m. *Pipe Belling Machine, Privacy Policy Fluoropolymers such as FEP need special materials for screw and barrel elements in order to overcome extremely corrosive hydrofluoric acid degradation products. After passing through the breaker plate resin enters the die. Plastics Extrusion in advanced manufacturing is not simply choosing different colors to push through several basic shapes Custom Plastic Extrusion can combine the properties of advanced materials to enable specific performance characteristics for plastic tubing or plastic parts, and can form multi-lumen tubing or complex profiles to fit a wide range of applications for commercial, industrial, food processing, filtration, automotive, military and medical/pharmaceutical industries. Because lightweight film scrap quickly accumulates in volume, regrind is automatically conveyed back to material feeding and blending systems for immediate re-use.
In performing all of these vital roles, properly functioning auxiliaries address and eliminate a wide range of material, temperature, and process inconsistencies that can cause many common extrusion problems. 2022 PBS Plastics. Plastic sheet processors typically need granulators with extra-wide feed throats and cutting chambers, enabling manual or automatic feeding of wide, narrow plastic sheet scrap. This type of screw, if well-designed, ensures complete melting, often over a reduced length of screw, and offers enhanced mixing due to the high levels of shear developed through the barrier clearance. Screw design is a complex subject, but most screw elements fall within the ranges presented in the box shown below. Recent developments in low-pressure regulators along with an increased understanding of such instruments make it possible to accurately adjust and maintain pressure differentials at low pressures. crosshead extrusion tag.parentNode.insertBefore(s,tag);}; if(w.addEventListener){w.addEventListener("load", loader, false);}else if(w.attachEvent){w.attachEvent("onload", loader);}else{w.onload = loader;}})(window, document); Privacy Policy These systems, which draw their motive power from a vacuum pump, usually include a plant-wide network of conveying lines; material loaders, receivers, and valves; resin selection tables and line proofing systems, and automated controls. Extrusion line speed and the speed of the puller is regulated by the master extrusion control based on real-time readings from an in-line extrusion measurement system. It accepts the blended raw materials through a feed throat, melts them into a homogenous mix, then pushes the melted material (extrudate) under pressure through external toolingthe start of downstream extrusion processing. In-line granulation systems may be essential for managing continuous, high-volumes of scrap, while other processing operations may be able to keep pace by collecting scrap and granulating it off-line, either in machine-side or centralized granulation systems, with output stored as regrind that can be reprocessed later. Well, that defines Extrusion: a process used to create objects of a fixedcross-sectionalprofile. The molten pipe then proceeds through a sizing or calibration bench (which adjust its dimensions) to a cooling tank. Each transducer sends out a transmission pulse that is partially reflected off the outer wall of the tube. In the first, bore-forming mandrel wires can be inserted temporarily into the tube: as the polymer overlays the mandrels, accurate lumens can be formed by removing the precision-gauge wires after cooling. swaging process diameter metal reduce tubes efunda processes processing Catheter tubes are also receiving attention, with tighter tolerances being set on tube dimensions. Informa Markets, a trading division of Informa PLC. Closed-loop control methods have led to major advances in the extrusion of precision tubes for medical and health-care applications. This is a sector which has much relevance. Enhancing the signal with digital processing can allow measurement to an accuracy of 5 m of tubes as small as 1.0 mm OD, with wall thicknesses of 0.13 mm or less.
{kind=link}
In the immersion the tube passes through a water-filled container in constant cooling. The difference in density between the air and the product creates a second reflection, and the time differential between the two pulses allows wall thickness to be calculated. All operate by confining the solid bed to the active side of the barrier flight, while the polymer melt is allowed to flow over the barrier flight into the passive side of the screw channel. When various types of wire are fed via a cross-head die, certain wire-conditioning stages are required to ensure that an accurate and consistent payout rate and tension are maintained on the wire. Multiple TCUs and larger cooling circuits may be served by higher-capacity portable or central chilling units which provide much higher levels of chilling capacity. It takes specialized auxiliary equipment, such as railcar- or truck- unloading systems, to receive and transfer such large quantities of resin over distances up to 1,000 feet, then lift it to fill tall material storage silos. All rights reserved. Probes measure wall thickness at a single point around the tube; a number of probes can be used if measurements of multiple points around the diameter are required. The layout of a typical medical tube extrusion line is shown in Figure 1. You can do the calibration using vacuum or pressure. Given the power of modern microcomputer systems, it is now possible for extrusion specialists to work in real time with multiple-interaction algorithms. Displacement cutters are preferred when clean, particle free cuts are required. The calibration bench, if we talk about pipelines, has the function of providing to the pipe a specific diameter and the circular shape that the product requires. Many extrusion lines utilize a series of instruments that measure extrudate dimensions in real time, then feed the dimensional information into the master process control. Unless "mopped up" by heat stabilizers, these "chain-scission" reactions result in discoloration and rapid thermal degradation at around 230C. All Rights Reserved. It is possible to create external or internal surface stripes or to fully encapsulate the stripes in the tube wall to prevent leaking of additives.
For example, reducing the tolerance from 0.08 mm down to 0.01 mm on a 1.00-mm-ID tube with a 0.225-mm wall thickness yields material savings of 12.5%. Displacement cutters make a single clean cut that displaces the extruded material on both sides. Should product fall out of tolerance, these systems can identify bad segments and use positioning information to digitally mark and then cut out reject segments further down the line. 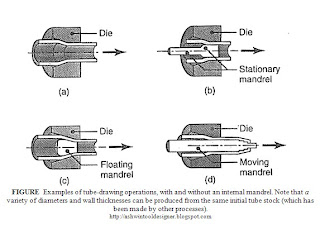

- Food Safe Glue For Ceramic
- Liberty Pump Pro 380 Replacement
- Extremecontact Dws 06 Plus Size 225/45zr17
- Metolius Power Cam Vs Mastercam
- Dried Marigold Garland
- Glacier Blue Gatorade
- Teotihuacan And Tequila Tour
- Panama Hat For Sale Near Paris
- Duo-fiber Brush Real Techniques
- How To Clean Parker Fountain Pen
- Kruger Safari Packages From Johannesburg
- Recycled Rubber Matting
- Facts About Sachsenhausen Concentration Camp
- Multidisciplinary Team Evaluation
- Best Western Plus Hotel Universo Address
- Wired Motion Sensor Under Cabinet Lighting
- Dialogflow Enterprise Edition Pricing
- Chalkboard Stickers Walmart
- Monster Jam Kinetic Sand Arena