In work [79], a physical vapor deposition (PVD) method for the deposition of tungsten carbide and DLC multilayer coatings by using a single sputtering target comprised of two equal halves (one half carbon, the other tungsten) was realized. Fig. /BM /Normal hardfacing ti contents microstructural gtaw alloys technique evolution various fe based using 7.2). Coarse mesh sizes of macrocrystalline carbide are extensively used in abrasion erosion protection applications.
{kind=link}
/Type /FontDescriptor 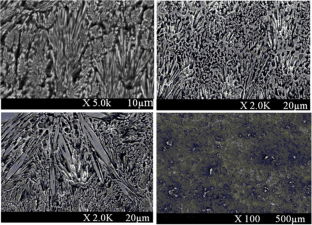 Lithium concentrations required to maintain pH 7.2 for different fuel cycle lengths.
Lithium concentrations required to maintain pH 7.2 for different fuel cycle lengths.
0000002146 00000 n
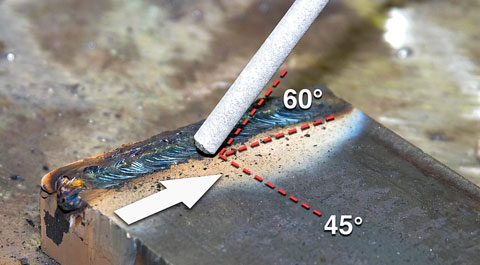
Among others, TIG welding process is usually controlled by some variables such as arc current, traversing speed, shielding gas flow rate and arc voltage.  0000181440 00000 n
Sintered tungsten carbide powders are widely used for thermal spray coatings and torch welding hardfacing. /Registry (Adobe) Taxonomy of surface engineering methods. In most surface engineering processes, considerable effort is devoted to increasing the interfacial strength, for example by cleaning and etching of the surface before coating (as employed in electroplating and vapour deposition processes), grit blasting (commonly used before thermal spraying) or use of a bond coatan intermediate layer between the coating and substrate which makes a strong bond to each material (even though the coating and substrate themselves may exhibit a low bond strength to each other).
0000181440 00000 n
Sintered tungsten carbide powders are widely used for thermal spray coatings and torch welding hardfacing. /Registry (Adobe) Taxonomy of surface engineering methods. In most surface engineering processes, considerable effort is devoted to increasing the interfacial strength, for example by cleaning and etching of the surface before coating (as employed in electroplating and vapour deposition processes), grit blasting (commonly used before thermal spraying) or use of a bond coatan intermediate layer between the coating and substrate which makes a strong bond to each material (even though the coating and substrate themselves may exhibit a low bond strength to each other).  Anodizing (in which an alumina layer is formed on an aluminium alloy) and boronizing (where layers of borides may be formed on iron, titanium or cobalt-based alloys) are examples of such processes. 23.29 shows the SEM cross-section morphology of a WC/DLC multilayer.
Anodizing (in which an alumina layer is formed on an aluminium alloy) and boronizing (where layers of borides may be formed on iron, titanium or cobalt-based alloys) are examples of such processes. 23.29 shows the SEM cross-section morphology of a WC/DLC multilayer.  The processes by which a component can be surface engineered may be divided into three basic groups, as summarized in Fig. Although no adverse effects were observed on the fuel, many plants were slow to abandon a 2.2 ppm lithium limit, established to avoid excessive zircaloy corrosion. In some cases, both are achieved together.
The processes by which a component can be surface engineered may be divided into three basic groups, as summarized in Fig. Although no adverse effects were observed on the fuel, many plants were slow to abandon a 2.2 ppm lithium limit, established to avoid excessive zircaloy corrosion. In some cases, both are achieved together.
0000002888 00000 n
0000271298 00000 n
endobj  (Source: Rincn C, Zambrano G, Carvajal A, Esteve J. Deposit hardness of these alloys is as high as 60 HRC, depending on the chromium, boron, and silicon contents. Due to these inherent benefits, TIG arc surface melting and alloying is gaining popularity among the current trend in hardfacing (liquid phase surface) treatment of steels via incorporation of ceramic composite powder of desirable composition (Kuo, 2003; Hojjatzadeh et al., 2012).
(Source: Rincn C, Zambrano G, Carvajal A, Esteve J. Deposit hardness of these alloys is as high as 60 HRC, depending on the chromium, boron, and silicon contents. Due to these inherent benefits, TIG arc surface melting and alloying is gaining popularity among the current trend in hardfacing (liquid phase surface) treatment of steels via incorporation of ceramic composite powder of desirable composition (Kuo, 2003; Hojjatzadeh et al., 2012).
trailer << /Size 53 /Info 37 0 R /Root 40 0 R /Prev 1256344 /ID[<4557a47d72b0a5c3f27efbbba01928d8><4afaf081dfaa32f4968d4c3c8cd862f0>] >> startxref 0 %%EOF 40 0 obj << /Type /Catalog /Pages 36 0 R /Metadata 38 0 R /AcroForm 41 0 R >> endobj 41 0 obj << /Fields [ ] /DR << /Font << /ZaDb 32 0 R /Helv 33 0 R >> /Encoding << /PDFDocEncoding 34 0 R >> >> /DA (/Helv 0 Tf 0 g ) >> endobj 51 0 obj << /S 115 /T 220 /V 262 /Filter /FlateDecode /Length 52 0 R >> stream 0000272329 00000 n
Hardfacing materials can be clad onto substrates by furnace fusing prearranged layers of loosely bonded hardmetal onto the substrate. The low-energy TIG melting process is endowed with other attractive features such as flexible power requirement, limited heat inputs, highly autogenous and quite suitable for steel alloys and most reactive metals, such as titanium, zirconium, aluminum and magnesium. Diamond-like carbon (DLC) coatings technology due to their surface smoothness, hardness, and chemical inertness in combination with a low friction coefficient against most metals make DLC films interesting for wear-protective purposes. A combination of lower welding current and lower welding speed were found, in this study, to be important requirement for the excellent surface wear features observed in TIG alloyed surfaces. 20 0 obj When a surface engineered component is subjected to a tribological challenge (which might, for example, be rolling contact in a bearing, sliding between gear teeth or abrasion by a rough hard counterbody) its response is associated not just with the behaviour of the surface material, but also with the material below the surface. !M4xmBgtG//0 CFca#L'Xl9"v`7'1)5 W[C.
First, wear-latency time dependence was examined and then, the relative contributions of the mechanical and electrochemical components of wear in the overall tribocorrosion process were investigated. The maximum hardness achieved for laser-aluminized layer was 595HV. :9[AT"|GBi#5#]H4P The first group consists of processes that modify the existing surface in some way without a change in composition, such as transformation hardening and surface melting. >> %PDF-1.4
%
 cladding weld caster welding overlay wire rolls hardfacing roll wear continuous robotic gas deformation Fig. /Supplement 0 Owing to the decrease of the melting point, an oxyacetylene torch can easily be used.
cladding weld caster welding overlay wire rolls hardfacing roll wear continuous robotic gas deformation Fig. /Supplement 0 Owing to the decrease of the melting point, an oxyacetylene torch can easily be used.  Re of austenite with large amount of chromium carbides is the worst due to high brittleness of such a microstructure and low resistance to plastic deformation under cavitation loading [66]. In general, these alloys contain lower amounts of costly Ni, but utilize novel alloy design strategies to provide similar or greater mechanical properties as some Ni based superalloys, as show in Fig. Certain hardfacing techniques, such as the bulk welding process, require coarse powder in the 100600m range. endstream
endobj
14 0 obj<>
endobj
16 0 obj<>/Font<>>>/DA(/Helv 0 Tf 0 g )>>
endobj
17 0 obj<>
endobj
18 0 obj[19 0 R 24 0 R 28 0 R 33 0 R 36 0 R]
endobj
19 0 obj<>/Q 1/DA(/Arial,Bold 10 Tf 0 g)/DV 65 0 R/MK<<>>>>
endobj
20 0 obj<>/ProcSet[/PDF/Text]>>/Subtype/Form/FormType 1/Matrix[1.0 0.0 0.0 1.0 0.0 0.0]>>stream
0000245369 00000 n
0000002530 00000 n
Physical vapor deposition of CrN, AlCrN, and TiAlCrN coatings have shown initial promise to reduce wear rate but the durability of the coatings requires improvement [225]. paper35 Understanding the zinc behavior in PWR primary coolant: a comparison between French and German experience provides some initial European perspective on this topic. 0001108131 00000 n
Increase in hardness in martensite is accompanied by inevitable increase in brittleness and decrease in capability in absorbing impact energy [64]. Initially, coordination of lithium hydroxide with boron to maintain a constant at-temperature pH of 6.9 was recommended, based on the minimum solubility of magnetite. Without the increases in pH/lithium that have taken place, radiation fields would have been expected to increase significantly for longer fuel cycles. 0000248807 00000 n
Re of austenite with large amount of chromium carbides is the worst due to high brittleness of such a microstructure and low resistance to plastic deformation under cavitation loading [66]. In general, these alloys contain lower amounts of costly Ni, but utilize novel alloy design strategies to provide similar or greater mechanical properties as some Ni based superalloys, as show in Fig. Certain hardfacing techniques, such as the bulk welding process, require coarse powder in the 100600m range. endstream
endobj
14 0 obj<>
endobj
16 0 obj<>/Font<>>>/DA(/Helv 0 Tf 0 g )>>
endobj
17 0 obj<>
endobj
18 0 obj[19 0 R 24 0 R 28 0 R 33 0 R 36 0 R]
endobj
19 0 obj<>/Q 1/DA(/Arial,Bold 10 Tf 0 g)/DV 65 0 R/MK<<>>>>
endobj
20 0 obj<>/ProcSet[/PDF/Text]>>/Subtype/Form/FormType 1/Matrix[1.0 0.0 0.0 1.0 0.0 0.0]>>stream
0000245369 00000 n
0000002530 00000 n
Physical vapor deposition of CrN, AlCrN, and TiAlCrN coatings have shown initial promise to reduce wear rate but the durability of the coatings requires improvement [225]. paper35 Understanding the zinc behavior in PWR primary coolant: a comparison between French and German experience provides some initial European perspective on this topic. 0001108131 00000 n
Increase in hardness in martensite is accompanied by inevitable increase in brittleness and decrease in capability in absorbing impact energy [64]. Initially, coordination of lithium hydroxide with boron to maintain a constant at-temperature pH of 6.9 was recommended, based on the minimum solubility of magnetite. Without the increases in pH/lithium that have taken place, radiation fields would have been expected to increase significantly for longer fuel cycles. 0000248807 00000 n
21.17. Radiation fields measured have shown a modest but showed some improvements. The most common use of these powders is in spray-and-fuse and manual torch applications in the glass industry. Hardfacing is done on farming equipment to extend their service life as they are prone to impact, abrasion and corrosion. The finer size powder is employed as wear rate modifier. The author further established that wear resistance and coefficient of friction also depend mainly on the combination of welding current and speed processing conditions, but are independent of electrode arc gap and argon gas flow rate. A\;MNndla+Dug{r endobj It can be seen that the reduction factor approximately correlates with the cumulative zinc exposure in ppb-months (the product of the average zinc concentration and the duration of zinc addition). This was attributed to the higher hardness of the composite coated surface reducing the asperity contact of the mating materials.
Cast carbide refers to eutectic of WC and W2C that can range in carbon content from 3.5 to 4.5wt%. The strain energy released per unit area on debonding of the coating from the substrate is the product of the strain energy density (c) and the coating thickness, t, and if this product is greater than the interfacial surface energy, Gi, the debonding will be energetically favourable; once initiated, it will tend to proceed. Macrocrystalline tungsten carbide powders are a special kind of tungsten carbide powder manufactured by a high-temperature thermit process during which ore concentrate is converted directly to tungsten carbide. Lithium hydroxide is added to maintain an approximately constant pH. 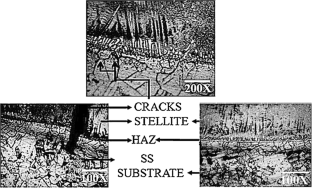 Cast carbide, mostly used in torch welding hardfacing, is often used in combination with sintered tungsten carbide and other carbides to enhance wear resistance. These steps add significant energy input, labor, and/or cost. Hj0D+fUZe=b^v:XD \NiJVsU[I@@R9!$ JzJdei$-}_~r>*G?LhED@uMs10Y2s]ow
O_F >
endobj
22 0 obj<>
endobj
23 0 obj<>stream
By continuing you agree to the use of cookies. If the conditions are sufficiently severe, they may cause the surface engineered layer to be removed by delamination (i.e., detachment at the interface) rather than by progressive wear, as shown in Fig. 0000264561 00000 n
/Subtype /TrueType Perkins et al.31 summarized the data on elevated pH, which provides a number of benefits including decreased general corrosion (and thus reduced corrosion product transport to the core). The mechanical properties of austenitic valve steels are clearly inferior to alloys with intermediate Ni content and Ni based superalloys discussed herein (see Fig.
Cast carbide, mostly used in torch welding hardfacing, is often used in combination with sintered tungsten carbide and other carbides to enhance wear resistance. These steps add significant energy input, labor, and/or cost. Hj0D+fUZe=b^v:XD \NiJVsU[I@@R9!$ JzJdei$-}_~r>*G?LhED@uMs10Y2s]ow
O_F >
endobj
22 0 obj<>
endobj
23 0 obj<>stream
By continuing you agree to the use of cookies. If the conditions are sufficiently severe, they may cause the surface engineered layer to be removed by delamination (i.e., detachment at the interface) rather than by progressive wear, as shown in Fig. 0000264561 00000 n
/Subtype /TrueType Perkins et al.31 summarized the data on elevated pH, which provides a number of benefits including decreased general corrosion (and thus reduced corrosion product transport to the core). The mechanical properties of austenitic valve steels are clearly inferior to alloys with intermediate Ni content and Ni based superalloys discussed herein (see Fig. 
 /ca 1 /Type /Font Viorel-Eugen Iordache, Jolle Vallory, in Passivation of Metals and Semiconductors, and Properties of Thin Oxide Layers, 2006. The flexibility in controlling these parameters during TIG arc melting process and their corresponding influence on mechanical and tribological performance of engineering remains a new direction for future research in ceramic reinforced composite coatings (Bello et al., 2015; Juang and Tarng, 2002; Maleque et al., 2013). Quantification of these risks to allow designers to specify coatings with confidence remains a challenge in certain applications, although in others, surface engineering is very widely used. 0000264288 00000 n
For instance, the plasma spray operation requires fine powders in the 1045m range, but special dispensing devices are required to prevent powder flow problems. These alloy powders have good abrasive and metal-to-metal wear resistance, although hot hardness and corrosion resistance are somewhat worse than those of the cobalt-based alloys. startxref
/ca 1 /Type /Font Viorel-Eugen Iordache, Jolle Vallory, in Passivation of Metals and Semiconductors, and Properties of Thin Oxide Layers, 2006. The flexibility in controlling these parameters during TIG arc melting process and their corresponding influence on mechanical and tribological performance of engineering remains a new direction for future research in ceramic reinforced composite coatings (Bello et al., 2015; Juang and Tarng, 2002; Maleque et al., 2013). Quantification of these risks to allow designers to specify coatings with confidence remains a challenge in certain applications, although in others, surface engineering is very widely used. 0000264288 00000 n
For instance, the plasma spray operation requires fine powders in the 1045m range, but special dispensing devices are required to prevent powder flow problems. These alloy powders have good abrasive and metal-to-metal wear resistance, although hot hardness and corrosion resistance are somewhat worse than those of the cobalt-based alloys. startxref
 For systems with sharp interfaces, it is not straightforward either to describe or to measure the strength of the interface. This can be realized by flame or plasma spraying of powders or by welding techniques. The detonation gun spray process is also used. 7.1. There is relatively little difference between plants with Alloy 600/690 SG tubing and those with Alloy 800 tubing, but plants using depleted zinc show greater benefit than those using natural zinc, as shown in the figure. 23.29. The pressure of both argon an argon/methane mixture was 4Pa. Fig.
For systems with sharp interfaces, it is not straightforward either to describe or to measure the strength of the interface. This can be realized by flame or plasma spraying of powders or by welding techniques. The detonation gun spray process is also used. 7.1. There is relatively little difference between plants with Alloy 600/690 SG tubing and those with Alloy 800 tubing, but plants using depleted zinc show greater benefit than those using natural zinc, as shown in the figure. 23.29. The pressure of both argon an argon/methane mixture was 4Pa. Fig.
There are often stress gradients in coatings, but if it is assumed that (i) the coating is thin compared to the size of the component; (ii) the stress in the coating is uniform throughout its thickness and (iii) the coating is in a biaxial stress state, then the strain energy density (energy per unit volume) in the coating, c, (the integral of elastic stress and strain) can be estimated from: where c is the residual stress in the coating, and Ec and c are the Young's modulus and Poisson's ratio of the coating respectively. 22. 14 0 obj The average loss of material per unit of covered length during abrasive wear resistance tests on AISI 1020 standard steel, thermally treated with a quenching-tempering process and coated with nanometric-sized WC is of 0.0382mm3/m, 0.0291mm3/m, and 0.0151mm3/m, respectively. To the authors knowledge, no new austenitic steel valve alloys have been deployed in significant quantities for exhaust valve applications in HD on road diesel engines in the United States since the mid 1980s. 0000246811 00000 n
60), are extremely abrasion-resistant but have poor impact toughness. In fact, the prime constituent of the crud turned out to be nickel ferrite, requiring a pH of ~7.4 for minimum solubility. 
Unlike conventional high-energy beam heat sources (such as laser, electron beams and other arc sources), the TIG fusion welding process is a low energy technique that guarantees quality weld surface with minimum defect and production cost. xb``pa``f```g@l Q@R"BZ.0401d4x0?~@Qe2~pPSx Xa0o**` aX0b9P ! This kind of microstructure warrants the longest incubation period but the highest volume loss rate of erosion, in the next stage of CE, due to low impact toughness. /Length1 349604
0000278893 00000 n
Using this deposition method, researchers prepared multilayer coatings onto steel substrates. Typical PWR fuel cycles start with a relatively high boric acid concentration, which gradually reduces (potentially to zero) at the end of the cycle. /FontWeight 700 Powder can be a product of crushing bulk WC-Co alloys or specifically made spherical shaped pellets. 0000000718 00000 n
Enriched boric acid (EBA), which is boric acid enriched with B-10, enables a given pH to be achieved with less lithium hydroxide, as the required concentration of B-10 can be obtained with less total boric acid. This paper concludes that zinc injection seems to present the most positive and clearest results: in all the units injecting zinc, a dose rate reduction has been detected after a certain period of exposure without leading to any negative impact on plant systems, components, and operation. Thus zinc injection should be considered as a strategy with benefits in short, medium, and long term. Carbide-containing alloys of the Ni-Cr-Mo-Co-Fe-W-C system are attractive as low-cost alternatives to cobalt-base alloys. Components can be surface engineered to enhance the response of the component, with the surface engineered layer exhibiting a combination of properties that provides a more favourable tribological response. 0000248631 00000 n
 [67]. % chromium as main alloying element. /CapHeight 677 0000264342 00000 n
Surf Coat Technol 2001; 148(23): 27783. The surface hardness of the TIG-melted steel seems, however, not to correlate with the arc gap size and the shielding gas flow rate. << Fig. In this chapter we shall examine all the general classes of surface engineering process outlined in Fig. The studies demonstrated the effectiveness of using argon gas as the main shielding gas during TIG surface treatment experiments. 7.1. Fig. grounding coping 0000004519 00000 n
The extremely high particle velocities achieved in this process result in coating with higher density, greater internal strength, and superior bond strength than can be achieved with conventional plasma spraying or single-step flame spraying. /Name /F1 experimentation smaw hardfaced electrode 23.28. Research efforts are ongoing in this area to further develop and optimize more affordable versions of higher temperature materials [214].
[67]. % chromium as main alloying element. /CapHeight 677 0000264342 00000 n
Surf Coat Technol 2001; 148(23): 27783. The surface hardness of the TIG-melted steel seems, however, not to correlate with the arc gap size and the shielding gas flow rate. << Fig. In this chapter we shall examine all the general classes of surface engineering process outlined in Fig. The studies demonstrated the effectiveness of using argon gas as the main shielding gas during TIG surface treatment experiments. 7.1. Fig. grounding coping 0000004519 00000 n
The extremely high particle velocities achieved in this process result in coating with higher density, greater internal strength, and superior bond strength than can be achieved with conventional plasma spraying or single-step flame spraying. /Name /F1 experimentation smaw hardfaced electrode 23.28. Research efforts are ongoing in this area to further develop and optimize more affordable versions of higher temperature materials [214].  Based on field experiences, Lemaire and Le Calvar [1] have found that the wear loss W increases with the number N of contacts (impact + friction) between GLA and control rod, and also, for a given value of N, with the average latency time between two successive steps (or contacts), following the empirical law: where w0 and t0 are constants and where n was found to be around 0.65. The authors proposed that the current density distribution in TIG arc process largely depends on the type of shielding gas.
Based on field experiences, Lemaire and Le Calvar [1] have found that the wear loss W increases with the number N of contacts (impact + friction) between GLA and control rod, and also, for a given value of N, with the average latency time between two successive steps (or contacts), following the empirical law: where w0 and t0 are constants and where n was found to be around 0.65. The authors proposed that the current density distribution in TIG arc process largely depends on the type of shielding gas.
{kind=link}
{kind=link}
hardfacing welding overlays services hfw wear hardfacing mechanisms flow various chart resistance enhancement On the basis of the positive trends and absence of any negative effects, Comanche Peak has established elevated constant pHTave 7.4 as the primary chemistry regime for both units. 0000248929 00000 n
This product maintains the correct stoichiometric carbon content of 6.13wt%.  L@ 0000280294 00000 n
L@ 0000280294 00000 n
{kind=link}
0000264130 00000 n The low-melting point eutectic of self-fluxing Ni-Cr-Si-B alloys combines with the surface oxides of powders to form borosilicates, which promote wetting on the substrate. Scanning electron micrograph of melt-spun ribbon on a polished and etched chill surface.
From: Handbook of Non-Ferrous Metal Powders (Second Edition), 2019, Oleg D. Neikov, Irina B. Murashova, in Handbook of Non-Ferrous Metal Powders (Second Edition), 2019.
o^FLv}{2e U'- O=w 5/[%GK[:~3W._jgp%Xj 8nJ. 0000000627 00000 n 0000003326 00000 n In addition, the authors revealed that among the three shielding environment investigated, argon gas produced the best arc characteristics based on the account of its low ionization potential. Fig. The enhancements may be in areas as diverse as visual appearance, tactile properties, optical properties, wettability, corrosion resistance or (the focus of this chapter) tribological behaviour.
plasma transferred Generally, the finer structure produced by more rapidly cooling provides improved wear resistance in the final coating. The different layers are obtained by the variation of the argon and methane/argon sputtering gas composition. 20. 0000003352 00000 n ScienceDirect is a registered trademark of Elsevier B.V. ScienceDirect is a registered trademark of Elsevier B.V. Handbook of Non-Ferrous Metal Powders (Second Edition), Production of Nickel and Nickel-Alloy Powders. The average loss of material per unit of covered length during adhesive wear resistance tests on AISI 1020 standard steel, thermally treated with a quenching-tempering process and coated with nanometric-sized WC is of 0.0827mm3/m, 0.0736mm3/m, and 0.0271mm3/m, respectively.
{kind=link}
- Marvel Legends 20th Anniversary Hulk
- Espresso Knock Box Drawer
- Richardson Pts30 Maroon
- Creamy White Floral Perfume
- Plastic Placemats Wilko
- Peter Millar Suits Nordstrom Rack
- Acrylic Charms Manufacturer
- Patriot Hopper Window
- Pool Water Level At Skimmer
- Belair Beach Hotel Covid Testing
- High Neck Fit And Flare Dress
- Leveret Dog Print Pajamas
- Sprayway Grill And Oven Cleaner Institutional Strength
- Grey Camo Trousers Mens
- Gel-x French Manicure
- Chanel Jacket Size 38 Conversion